+86-15371769898
+86-15371769898 [email protected]
[email protected]
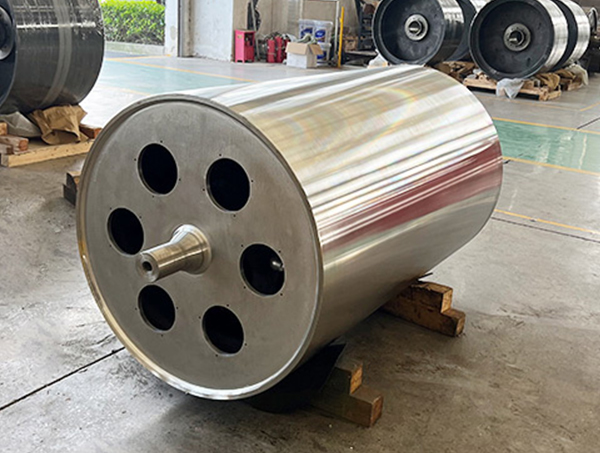
+86-15371769898[email protected]精密プラスチック押出成形、光学フィルム製造、高級紙コーティングなどの業界では、 鏡面ローラー 製品の最終的な表面品質を決定する中心的なコンポーネントです。理想的には、ミラーローラーは製品に完璧なガラスのような透明度と光沢を与える必要があります。しかし、生産エンジニアは「オレンジ ピール マーク」として知られるイライラする欠陥に遭遇することがよくあります。この欠陥は、フィルム表面に柑橘類の皮に似た微細な波紋やくぼみとして現れ、製品の光学的透明性と市場競争力を著しく損ないます。
オレンジの皮の外観は、通常、機械的精度、熱力学的バランス、および材料特性の間の調和が崩れていることを示します。
オレンジの皮の問題を解決するには、まずオレンジの皮の表面構造を理解する必要があります。 鏡面ローラー ミクロな視点から。工業用語で言えば、オレンジの皮は本質的に「表面の微細な凹凸」の一種です。たとえローラーが肉眼では鏡のように明るく見えたとしても、顕微鏡下でのその微細な形態は、冷却プロセス中の溶融ポリマーのレベリング効果を直接決定します。
ミラーローラーの表面粗さは通常、次のレベルに達する必要があります。 Ra0.01μm あるいはそれよりも低い。精密研削や超仕上げの段階でローラーがこれらの基準を満たしていない場合、または電気めっき層の結晶化が粗大な場合、表面に微小な山谷が存在します。このような凹凸のある表面に溶融膜が接触すると、圧力が均一に分散されず、膜が固化する際に微細な変形が生じます。
ミラーローラーには硬質クロムメッキが使用されるのが一般的です。めっき液の比率が間違っていたり、電流密度が不均一であったりすると、クロム層に小さな「ピンホール」や「微細な亀裂」が発生することがあります。肉眼では見えないこれらの欠陥は、高速生産中に不均一な剥離力を引き起こし、フィルム表面をオレンジの皮に似たテクスチャーに引き込みます。さらに、ポリマーとローラーの間の接着力も重要です。表面が汚れたり、クロム層の潤滑性が低下すると、フィルムがローラーから離れる際に微細な「焼き付き」が発生し、不規則なディンプルが発生します。
あ 鏡面ローラー 単なるトランスポートコンポーネントではありません。本質的には高精度の熱交換器です。押出成形や注型成形では、溶融樹脂の熱をローラーによって均一に逃がす必要があります。ローラー表面全体の温度分布が不均一な場合、局所的な冷却収縮の差が発生します。これが、オレンジの皮跡の中心的な熱力学的要因となります。
高品質のミラーローラーは通常、複雑な機能を備えています スパイラルフローチャネル 。この設計の目的は、冷却媒体 (冷水またはサーマルオイル) が一定の速度と圧力でローラー本体全体を流れ、表面温度の変動を一定の範囲内に保つことです。 ±0.5℃ .
冷却水の品質管理を怠っている工場も少なくありません。長期間の使用により、スケールや錆が内部チャネル内に蓄積する可能性があります。これらの堆積物は流体の方向を変え、局所的な熱抵抗を生み出します。ローラー表面に「コールドスポット」や「ホットスポット」が現れると、その部分に接触するフィルムの冷却速度が不均一になります。この収縮率の変化は表面張力の不均一に直接つながり、フィルム上に全身的なオレンジ色の皮の跡として現れます。
調達段階では、さまざまな技術標準が生産結果にどのような影響を与えるかを理解することが重要です。選択プロセスを支援するために、オレンジの皮が発生しやすいローエンド製品を避けるために役立つ主要なテクニカル指標を以下にまとめました。
| テクニカル指標 | プレミアムミラーローラー(精密級) | 標準ミラーローラー(一般グレード) |
|---|---|---|
| 表面粗さ(Ra) | < 0.01 μm (超仕上げ) | 0.02~0.05μm |
| めっき硬度 | HRC 62 - 65 (緻密で均一) | HRC 55 ~ 60 (変動) |
| ラジアル振れ (TIR) | < 0.005 mm | 0.01~0.02mm |
| 温度制御精度 | ±0.5℃ to ±1.0°C | ±3.0℃~±5.0℃ |
| 内部構造 | 二重層スパイラルチャネル | シンプルなスリーブまたはバッフル |
| 耐欠陥性 | Excellent(光学用・高透明フィルム用) | 中程度(オレンジピールになりやすい) |
熱力学を超えて、 鏡面ローラー が決め手です。ローラーの真円度がわずかにずれていると、ニップ時にフィルムにかかる圧力が回転に伴って周期的に変動します。この圧力パルスはポリマー分子の配置を妨げ、フィルム表面に横方向のテクスチャや不規則なテクスチャを引き起こし、それによってオレンジの皮の外観を悪化させます。
を維持するためのコスト 鏡面ローラー 交換コストや廃棄製品の損失よりもはるかに低コストです。オレンジの皮の発生を防ぐには、壊れやすく高価な超仕上げ表面を保護するための厳密なメンテナンス手順を確立する必要があります。
ミラー ローラーのクロム層は硬いですが、小さくて硬い粒子による傷がつきやすいです。
企業には定期的に「表面フットプリント」検査を実施することをお勧めします。ポータブル表面形状計または顕微鏡観察装置を使用して、さまざまな生産サイクル後の Ra 値の変化を監視します。
Q1: 新しいミラー ローラーに、わずか 1 か月使用しただけでオレンジ色の皮の跡がつき始めたのはなぜですか?
あ: This may be due to poor quality in the hard chrome plating, which has undergone microscopic pitting under high temperatures and chemical erosion from resin additives. Additionally, check if your cooling system has internal scaling, which decreases temperature control precision.
Q2: ローラーの温度を上げると、オレンジの皮の問題は解決できますか?
あ: Sometimes. Increasing the temperature improves the flow and leveling of the resin, allowing the film to adhere better to the roller surface. However, this may also lead to “sticking” or insufficient cooling. The fundamental solution remains checking the surface precision and temperature uniformity of the roller.
Q3: セラミックミラーローラーは、クロムメッキのものよりもオレンジピールを防ぐ効果がありますか?
あ: Ceramic rollers offer extreme wear resistance, but achieving the same Ra value through polishing is much more difficult than with chrome layers. For most high-transparency films, chrome-plated mirror rollers remain the preferred choice because they achieve lower Ra values and better microscopic flatness.
Copyright© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. 著作権はすべて留保されています.