+86-15371769898
+86-15371769898 [email protected]
[email protected]
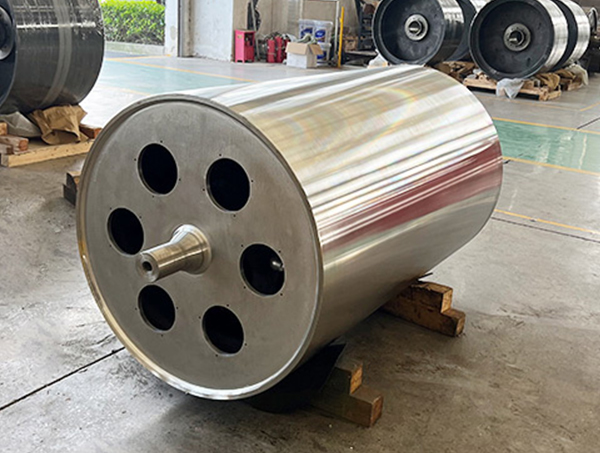
+86-15371769898[email protected] メンテナンスと清掃は、 硬質合金コーティングローラー 通常、高速酸素燃料 (HVOF) 溶射によって適用される炭化タングステン (WC) または炭化クロムを使用するものには、高度な技術的精度が必要です。これらのローラーは極度の摩耗に耐えるように設計されていますが、その寿命は「バインダー」(通常はコバルトまたはニッケル)が化学的および機械的劣化からどの程度保護されるかによって決まります。
硬質合金コーティングされたローラーの主な利点は、その並外れた硬度 (多くの場合、 1200HV )、それでも、これらの合金粒子を保持している化学マトリックスは脆弱になる可能性があります。これらのローラーを清掃する場合、メンテナンス チームは強力な酸性洗剤を使用しないようにする必要があります。酸はコーティングの微細な細孔に浸透し、タングステンカーバイドのマトリックスからコバルトなどの金属結合剤を浸出させる可能性があります。 「浸出」として知られるこのプロセスでは、硬質粒子が支持されずに残り、表面に孔食が発生し、粗さが増大し、最終的にはコーティングの剥離につながります。
代わりに、プロトコルでは、pH 中性の工業用脱脂剤または弱アルカリ性クリーナーの使用を義務付けるべきです。フィルム押出や印刷に使用されるローラーには、特定の樹脂 (PE や PP など) または UV インクを溶解するように設計された特殊な溶剤を使用する必要があります。 「拭き取って、拭き取る」テクニックを使用してクリーナーを塗布することが重要です。大量の溶剤をローラーに直接振りかけたりスプレーしたりすると、液体がベアリングハウジングやコーティングとローラーショルダーの間の界面に侵入し、コーティングが剥がれるまで目で見て検出できない表面下の腐食を引き起こす可能性があります。
製造工場における最も有害な習慣の 1 つは、ローラー表面から頑固な付着物を除去するためにスチール スクレーパー、ドライバー、またはワイヤー ブラシを使用することです。超硬合金は炭素鋼よりもはるかに硬いですが、弾性率がはるかに高いため、比較的脆くなっています。鋼製工具からの衝撃により、接触点で「微小な粉砕」が発生する可能性があります。これらの微細な亀裂は応力集中部として機能し、ニップ ローラーの圧力下で最終的に目に見える切りくずにまで拡大します。
安全に機械的にクリーニングするには、メンテナンス担当者は高密度ポリエチレン (HDPE) スクレーパーまたは真鍮毛のブラシのみを使用してください。真鍮はタングステンカーバイドよりもかなり柔らかいため、精密研削仕上げを傷つけるリスクを負うことなく汚染物質をこすり落とすことができます。炭化したプラスチックや硬化した接着剤など、汚れが特に頑固な場合は、「ソフトブラスト」洗浄が業界推奨の解決策です。 $CO_2$(ドライアイス)ブラストの利用は、二次廃棄物を残さず、合金表面に機械的磨耗を引き起こすことなく、熱衝撃と昇華によって残留物を除去するため、特に効果的です。
硬質合金コーティングされたローラーの性能は、その表面形状によって決まります。ほんの少しの変化でも、 $R_a$ (粗さの平均) フィルム製造時に空気が閉じ込められたり、印刷時にインク転写が不均一になったりする可能性があります。毎日の目視検査は、高輝度 LED 照明の下で実行して「ホットスポット」、つまりコーティングが表面の他の部分よりも磨かれているか、くすんでいるように見える領域をチェックする必要があります。研磨されたスポットは通常、機械フレームの位置ずれを示しており、ローラーの特定の点で過剰な摩擦が発生しています。
触覚検査は一見単純に見えますが、ニップを通過する破片によって生じる「バリ」や傷を検出するのに非常に効果的です。機械がロックアウト状態にある場合、技術者は手袋をはめた手でローラーの幅全体を動かす必要があります。手袋が「引っかかる」場合は、表面に欠陥があることを示しています。高速巻き取り用途では、硬質合金ローラー上の単一の微細な突起により、数千メートルにわたる高価な基材に繰り返し欠陥が発生し、膨大なスクラップ費用が発生する可能性があります。
重要な B2B 生産ラインでは、視覚的なチェックを定量的な NDT 手法で補完する必要があります。超音波厚さ試験 (UTT) は四半期ごとに実行する必要があります。通常、硬質合金コーティングは薄い (0.1 mm ~ 0.3 mm) ため、消耗率を監視することが重要です。ローラーの中央のコーティングの厚さが両端よりも大幅に薄い場合は、ローラーの「クラウン」が正しくないか、ニップ圧力が高すぎることを示唆しています。
もう 1 つの重要なツールは、ポータブル表面粗さ計です。ローラーの 5 つのポイントで $R_a$ 値を測定することで、メンテナンス チームは合金の「摩耗曲線」を追跡できます。表面が滑らかすぎる(「グリップ」を失う)か、粗すぎる(製品に傷が付く)場合は、コーティングが完全に摩耗する前に、ローラーを軽くダイヤモンド研磨して再研磨するように計画できます。この積極的なアプローチにより、単純な表面修復よりも大幅に高価な完全な剥離と再コーティングのプロセスのコストが節約されます。
硬質合金コーティングとその下にあるスチールまたはアルミニウムの基材には異なる特性があります。 熱膨張係数 (CTE) 。 HVOF コーティングは高い接着強度を備えて設計されていますが、急激な温度変動により強い「界面せん断応力」が発生する可能性があります。冷却ローラーが 200°C の製造環境に突然導入されると、コーティングが対応できる速度を超える速度で基材が膨張し、「蜘蛛の巣」状の亀裂や層間剥離が発生する可能性があります。
熱ショックを防ぐために、常に緩やかな「ウォームアップ」サイクルを実行してください。周囲温度またはプロセス温度を徐々に上げながら、ローラーを低速 (空転) で回転させる必要があります。同様に、シフトの終わりにローラーをファンや水で「フラッシュ冷却」しないでください。回転中にローラーを自然に冷却することで、熱収縮が直径全体にわたって均一に発生し、合金とベースメタルの間の結合が維持されます。
硬質合金ローラーを長期間使用しない場合、主な敵は大気腐食です。炭化タングステン自体は不活性ですが、すべての溶射コーティングに固有の「微細孔」により、水分がボンド コートまたは基材に到達する可能性があります。基板が錆びると、コーティングが内側から外側に押し出されます。これは「膜下腐食」として知られる故障です。
ローラーを洗浄し、乾燥させ、酸を含まない防錆油の薄い層を塗布する必要があります。次に、次のようにラップする必要があります。 VCI (蒸気腐食防止剤) 紙に保管し、温度管理された環境で保管します。重要なことに、これらのローラーは、コーティングされた表面の上に置いたまま保管しないでください。 「ジャーナルクレードル」への横置き保管は必須です。 500kg のローラーを合金コーティングの上に何か月も放置すると、コーティング マトリックスの「フラット スポット」や局所的な潰れが発生する可能性があり、ローラーが生産ラインに戻されると振動や「バリ」マークとして現れます。
| 周波数 | メンテナンスタスク | 主要な指標/ツール | 目的 |
|---|---|---|---|
| シフトチェンジ | 表面の拭き取り | 糸くずの出ない布・中性溶剤 | 表面のホコリや樹脂を取り除きます。 |
| 毎週 | 詳細な目視チェック | 高輝度LED・拡大鏡 | 傷、欠け、またはホットスポットを特定します。 |
| 毎月 | 表面粗さ試験 | ポータブルプロフィロメータ ($R_a$) | 摩擦係数が仕様内であることを確認してください。 |
| 四半期ごと | コーティング厚さの監査 | 超音波厚さ計 | コーティングの残り寿命を予測します。 |
| 隔年 | アライメントとニッププロファイル | 感圧フィルム | 偏摩耗や剥離を防ぎます。 |
Q: 硬質合金ローラーの洗浄に高圧ウォーター ジェットを使用できますか?
A: それは危険です。すでに微小な亀裂や欠けがある場合、高圧ジェット (100 バールを超える) によってコーティングの下に水が流れ込み、水圧によってコーティングが「はじける」可能性があります。低圧洗浄の方が安全です。
Q: 炭化タングステン ローラーに錆びの兆候が見られるのはなぜですか?
A: 合金自体は錆びませんが、コーティングの多孔性により、コバルト結合剤またはその下の鋼基材が酸化している可能性があります。これは通常、適切な「ボンドコート」またはシーラーを使用せずにコーティングが適用されたことを意味します。
Q: 超硬合金ローラーは何回再研磨できますか?
A: 初期コーティングの厚さに応じて、ローラーは通常 2 ~ 4 回ダイヤモンド研磨できます。コーティングの厚さが 0.05 mm を下回ると、通常は完全な再コーティングが必要になります。
Copyright© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. 著作権はすべて留保されています.