水焼入れローラーは、現代の工業生産、特に鉄鋼、冶金、機械加工などの分野で広く使用されている機械装置であり、重要な役割を果たしています。水冷ローラーは、動作中に高温、高圧、腐食性物質の浸食にさらされます。したがって、ローラーの表面処理はその性能と寿命にとって非常に重要です。水冷ローラーの耐摩耗性、耐食性、耐高温性を向上させるために、表面電気めっき処理が一般的な処理方法の一つとなっています。
効率的な表面処理方法として、電気めっき技術は、ローラーの表面に金属または合金の層をめっきすることにより、水冷ローラーの性能を大幅に向上させ、過酷な環境での機能を向上させます。この記事では、水冷ローラーの表面電気めっきプロセスについて詳細に説明し、そのさまざまなステップとローラーの性能向上におけるその役割を分析します。
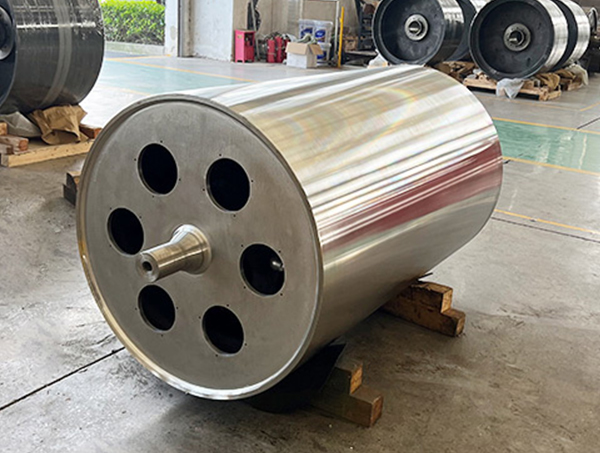
水冷ローラーの役割と電気めっきの需要は何ですか?
冶金および鉄鋼産業に不可欠なキーコンポーネントとして、水冷ローラーは主に圧延後の金属材料を冷却するために使用されます。その労働環境は非常に過酷です。ローラー表面は、高温、強い腐食性媒体の侵食、および強い物理的摩耗に耐える必要があります。したがって、水冷ローラーの表面材質には、耐高温性、耐食性、耐摩耗性が要求されます。電気めっきプロセスは、これらの特性を改善する効果的な方法の 1 つです。
水冷ローラーの電気めっきの主な目的は次のとおりです。
・耐摩耗性の向上:クロム、ニッケルなどの超硬金属を電気めっきすることにより、ローラー表面の硬度を効果的に高め、摩耗を軽減し、寿命を延ばすことができます。
· 耐食性の向上: 電気めっきにより、表面金属の耐酸化性と耐食性が効果的に向上し、過酷な作業環境でもローラーが良好な安定性を維持します。
・熱安定性の向上:電気めっき層は高温でも強度と耐久性を維持し、高温条件下での変形や表面損傷を防ぎます。
・摩擦係数の低減:電気めっき層によりローラー表面の粗さが変化し、材料との接触時の摩擦係数が低減し、エネルギー消費量が削減され、生産効率が向上します。
したがって、水冷ローラーを表面電気メッキ処理することにより、その性能と寿命が大幅に向上し、メンテナンスコストが削減され、生産効率が向上します。
水冷ローラーの表面電気めっきプロセスの手順は何ですか?
電気めっきプロセスは複数のステップを含む複雑なプロセスであり、各ステップの詳細と制御は最終的な電気めっきの効果に直接影響します。水冷ローラーの電気めっきプロセスには通常、次の主要な手順が含まれます。
1. 前処理
前処理は電気めっきプロセスにおいて重要なステップであり、後続の電気めっき層に良好な接着基盤を提供します。水冷ローラーの表面の清浄度は、電気めっき層の品質に直接影響します。前処理が適切でないと、電気めっき層の密着不良や剥離が発生する場合があります。
前処理の主な手順は次のとおりです。
・脱脂:水焼ローラーの表面は使用中に油、潤滑剤等の不純物が付着しやすく、化学溶剤や機械的手段により表面油を除去する必要があります。
・酸洗:水冷ローラーの表面を塩酸や硫酸などの酸性溶液で酸洗し、表面の酸化スケールや錆層などの汚れを除去します。酸洗後、表面に小さな細孔の層が形成され、電気めっき層の接着に役立ちます。
· 水洗浄: 酸洗後、残留する酸性物質を除去し、その後の電気めっきプロセスへの影響を避けるために、表面をきれいな水で徹底的にすすぐ必要があります。
・電解洗浄:場合によっては、表面の汚れをさらに除去するために電解洗浄が必要となる場合があります。このプロセスでは、電流を使用して水冷ローラーの表面の汚れや不純物を水溶液に溶解します。
前処理が完了した後、電気めっき層が均一に付着できるように、水冷ローラーの表面は滑らかできれいでなければなりません。
2. 電気めっき層の堆積
電気めっき層の堆積は、電気めっきプロセスの中核となるステップです。この工程では、電解反応により水冷ローラー表面に金属イオンを還元し、金属メッキ層を形成します。一般的な電気めっき金属には、クロム、ニッケル、銅、亜鉛などが含まれます。金属が異なると、ローラーに異なる特性が与えられます。
・ニッケルめっき:ニッケルめっき層は耐食性、耐摩耗性、接合強度に優れ、一般条件下での表面保護によく使用されます。
・クロムメッキ:クロムメッキ層は耐摩耗性と硬度があり、高い耐摩耗性が要求される場面でよく使用されます。硬質クロム電気めっき層は通常、より高い硬度を有しており、特に高温および強い腐食環境において、水冷ローラーの耐用年数を効果的に延長することができます。
· 銅めっき: 銅めっき層は良好な熱伝導性と耐酸化性を備えており、通常、熱伝導性を向上させる水冷ローラーなど、一部の特殊な電気めっきのニーズに使用されます。
· 複合めっき: 複合電気めっきとは、異なる金属層の電気めっきを指します。一般的なものには、ニッケル-クロム複合電気めっきやニッケル-銅複合電気めっきなどがあります。複数の金属の利点を組み合わせて、より複雑な作業環境のニーズを満たすことができます。
電気めっきプロセスでは、電気めっき層の均一性、密着性、硬度を確保するために、電流、電圧、溶液温度、pH値、めっき液濃度などのパラメータを正確に制御する必要があります。
3. 後処理
電気めっき層の堆積後、電気めっき層の安定性、仕上げ、耐久性を確保するために、水冷ローラーの表面にはさらに処理が必要です。後処理の主な手順は次のとおりです。
· 不動態化処理: 不動態化は電気めっき後の一般的なプロセスです。主に化学的方法により電気めっき層の表面に保護膜を形成し、電気めっき層の耐食性を向上させます。パッシベーション層は、外部物質の侵食を効果的に防止し、電気めっき層の抗酸化能力を高めることができます。
・乾燥:電気めっき後の水冷ローラーは、残留水分による電気めっき層の剥離や腐食を防ぐために、乾燥工程を通じて表面の水分を除去する必要があります。
・研磨処理:ローラー表面の平滑性と美観を向上させるため、通常、完成後に電気めっき層を研磨します。研磨により表面の外観が改善されるだけでなく、耐摩耗性がさらに向上し、表面の摩擦が軽減されます。
・硬化処理:電気めっき層の硬度を向上させるため、場合によっては、電気めっき後の水冷ローラーに熱処理やレーザー硬化処理が必要となる場合があります。このプロセスにより、電気めっき層の耐摩耗性と硬度をさらに高めることができます。
4. 品質検査と試験
電気めっきと後処理が完了したら、電気めっき層の品質と水冷ローラーの性能が要件を満たしていることを確認するために、厳格な品質検査を実行する必要があります。一般的な検査項目は次のとおりです。
·厚さ検査:特別な機器を使用して電気めっき層の厚さを測定し、設計要件を満たしていることを確認します。
・密着性検査:電気めっき層がローラー表面にしっかりと密着しており、作業環境における摩擦や衝撃によって剥がれないことを、剥離試験、引っかき試験等により確認します。
·硬度試験:電気めっき層の硬度試験を実施し、その硬度が要求される基準を満たし、耐摩耗性の要件を満たしていることを確認します。
・耐食性試験:塩水噴霧試験などにより電気めっき層の耐食性を評価し、過酷な環境下でも安定して維持できることを確認します。
電気めっき処理による水冷ローラーの性能向上
表面電気メッキ処理後、水冷ローラーの性能は大幅に向上しました。具体的には、次のような側面に現れます。
·耐摩耗性の向上:電気めっき層により、水冷ローラーの表面硬度が大幅に向上し、摩擦による摩耗に耐えるため、ローラーの耐用年数が長くなります。
· 耐食性の向上:電気めっき水焼入れローラーは耐食性が強化されており、酸性およびアルカリ性物質、塩水噴霧、その他の環境要因の浸食に耐えることができ、過酷な環境でもローラーの安定性を確保します。
· 強化された熱安定性: 電気めっき層は高温耐性があり、高温の作業条件下でも安定性を維持でき、高温による表面の老化や変形を回避できます。
・加工精度の向上:電気めっき後の水冷ローラーの表面が滑らかになり、摩擦が軽減され、材料の加工精度が確保され、生産効率が向上します。
 +86-15371769898
+86-15371769898 [email protected]
[email protected]