+86-15371769898
+86-15371769898 [email protected]
[email protected]
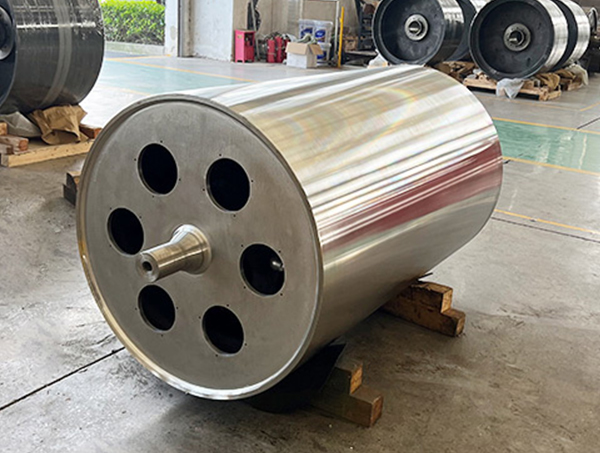
+86-15371769898[email protected]鏡面ローラー 高光沢仕上げを達成するには、 母材の選択、粗加工および精密加工、複数回の研削、最終研磨を組み合わせた正確に制御された多段階の製造プロセスにより、表面粗さ (Ra) 0.01 ~ 0.05 マイクロメートルに達します。 — 鏡のように光を反射するほど滑らかです。このレベルの表面精製では、ローラーは工業加工中にフィルム、箔、コーティング、ラミネートに直接仕上げを施すことができるため、ローラー表面の品質が最終製品の品質において最も重要な要素となります。
表面粗さは次のように測定されます。 Ra値(算術平均粗さ) — 平均線からの表面の山と谷の平均偏差。マイクロメートル (µm) で表されます。 Ra 値が低いほど、表面はより滑らかで反射性が高くなります。
| 表面グレード | Ra値(μm) | 外観 | 代表的な用途 |
|---|---|---|---|
| 標準機械加工済み | 1.6 – 3.2 | 目に見える工具跡 | 一般工業用ローラー |
| 細地 | 0.4~0.8 | 滑らかでマットな外観 | 標準のフィルムおよびペーパーローラー |
| 高光沢ポリッシュ | 0.05~0.2 | 明るい半反射 | 包装フィルム、コート紙 |
| 鏡面 | 0.01~0.05 | 全面鏡反射 | 光学フィルム、化粧板、精密コーティング |
| ウルトラミラー(スーパーフィニッシュ) | < 0.01 | 光学的に完全な反射 | ディスプレイパネル、半導体フィルム |
鏡面の Ra 値を大局的に見ると、次のようになります。 人間の髪の毛の直径は約70マイクロメートルです — Ra0.01μmの鏡面ローラーは 7,000倍滑らかになりました 髪の毛一本の幅よりも。
鏡面仕上げの実現は、研磨が行われるずっと前から始まります。 ベース素材の選択は、最終的にどれだけ素晴らしい仕上げを達成できるかを直接決定します。 — そしてその仕上がりが生産条件下でどのくらい持続するか。
鏡面ローラーの基材として最も一般的に使用されるものは以下のとおりです。
母材を選択したら、CNC 旋盤でローラーブランクを範囲内まで荒加工します。 最終直径0.3~0.5mm 。この材料の許容値は、寸法アンダーカットの危険を冒さずにその後の研削と仕上げに対応するために意図的に残されています。
スチールローラーの場合、 荒加工後の熱処理 鏡面仕上げのパフォーマンスにとって重要です。
研削では、ローラーの表面が荒く機械加工されたブランクから精密なシリンダーへの変化が始まります。鏡面ローラー研削は、 段階的に細かい研磨ホイールを使用した複数のパス 、各パスで少量の材料が除去され、徐々に滑らかな表面が残ります。
鏡面ローラーの一般的な研削シーケンス:
研磨中ずっと、 クーラント流量、砥石速度、ワーク回転速度、トラバース速度 すべて正確に制御されます。偏差により熱損傷、ビビリマーク、または研削焼けが発生し、研削シーケンスを再起動しないと回復できません。
多くの鏡面ローラーでは、 仕上げ研削後に表面硬質コーティングを施します 基材のみでは実現できない硬度、耐食性、研磨受容性の表面品質の組み合わせを提供します。最も一般的なコーティング技術は次の 3 つです。
鏡面ローラーの伝統的かつ最も広く使用されているコーティングです。電気めっきハードクロムにより、次の硬度を実現します。 HV 850~1,050 Ra 値が 0.02 μm 未満になるまで研磨できます。クロム層の 厚さ0.05~0.2mm 工業用ローラーのスタンダードです。クロムめっきに固有の微小亀裂ネットワークにより潤滑剤がある程度保持され、被膜接触中の表面の保護に役立ちます。しかし、六価クロム (Cr VI) に関する環境規制のため、代替コーティングの指定が増えています。
高速酸素燃料 (HVOF) スプレーにより、次の硬度値で緻密な炭化タングステン - コバルト (WC-Co) コーティングが堆積します。 HV 1,200~1,500 — クロムよりもはるかに硬い。 HVOF コーティングは実質的に気孔がなく、耐摩耗性と耐腐食性が高く、Ra 値まで研磨できます。 0.02~0.05μm 。これらは、クロムが禁止されている用途や、摩耗条件下でのローラーの寿命が重要な用途に最適です。
プラズマ溶射によるセラミックコーティングは優れた硬度を備えています( HV 1,000~1,400 )、耐薬品性に優れています。特に酸化クロム (Cr₂O₃) セラミックは鏡面品質まで研磨することができ、媒体との激しい接触が避けられない印刷、コーティング、化学処理ローラーに広く使用されています。
研磨は、精密研磨またはコーティングされたローラーを真の鏡面に変えるものです。これは、製造プロセス全体の中で最も労働集約的でスキルに依存する段階であり、達成される最終的な Ra 値に最も影響を与える段階です。
工業用ローラーの鏡面研磨は、段階的に細かい砥粒を使用して次の段階で実行されます。
各研磨段階は次の条件で実行する必要があります。 清潔なツールと汚染のない環境 — 粗い段階での単一の研磨粒子がローラー表面に残ると、後続のすべての細かい研磨段階に浸透する傷が発生し、一連の手順全体を汚染点からやり直す必要があります。
鏡面ローラーは研磨後、出荷される前に厳格な品質検査を受けます。主な測定値は次のとおりです。
| ステージ | プロセス | 達成Ra(μm) | 主な目的 |
|---|---|---|---|
| 1 | 材料の選択と荒旋削 | 3.2 – 6.3 | 形状と材料の基礎を確立する |
| 2 | 熱処理 | — | 表面硬度 HRC 58 ~ 65 を実現 |
| 3 | 多パス円筒研削 | 0.05~0.2 | 精密な形状、寸法精度 |
| 4 | 表面コーティング(クローム/HVOF/セラミック) | 0.1~0.4 | 硬度、耐食性、研磨性 |
| 5 | 連続鏡面研磨 | 0.01~0.05 | 鏡面反射率と最終Raを達成 |
| 6 | 品質検査と動的バランシング | 検証済み ≤ 0.05 | 発売前にすべての仕様を確認してください |
鏡面ローラーの高光沢仕上げは偶然や一度の工程で実現するものではなく、 正確に順序付けられた 6 つの製造段階、それぞれが最後のものに基づいて構築されます。 、母材の選択から熱処理、マルチパス研削、表面コーティング、最終の鏡面研磨まで。各段階で達成される Ra 値は、次の段階で達成できる上限を設定するため、どの段階もスキップしたり急いだりすることはできません。 最終的なRa値は0.01~0.05μm これは、真の鏡面ローラーを定義するもので、工業生産において達成可能な最高レベルの表面仕上げの 1 つを表し、ローラーが触れるすべての製品の光沢、透明度、品質を直接決定します。
Copyright© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. 著作権はすべて留保されています.